鋁合金焊接一直是制造業的難題,尤其是氣孔問題,嚴重影響焊接質量和結構強度。傳統焊接方法中,鋁合金氣孔率往往高達3%-5%,遠遠無法滿足高端制造領域的要求。激光擺動焊接技術通過精確控制激光束的擺動軌跡和能量分布,結合先進的ARM環形光斑技術,鋁合金焊接氣孔率可以降低至0.1%以下,達到行業領先水平。
一、鋁合金焊接氣孔的“元兇”
鋁合金焊接氣孔的產生,本質是熔池凝固過程中氣體(主要來自材料表面吸附的水蒸氣、油污分解的氫,或氧化膜卷入的氧與鋁反應生成的Al?O?氣泡)未及時逸出。傳統單焦點激光焊接的局限性在于:
-
熱輸入集中:高能激光束聚焦于一點,熔池溫度梯度大、冷卻速度快(約10?K/s),氣體來不及上浮;
-
熔池擾動弱:單一光斑攪拌作用有限,氧化膜難以破碎,卷入的氣體易被“鎖”在凝固前沿;
-
表面張力失衡:鋁合金熔池表面張力隨溫度降低顯著增大,熔池易收縮形成“駝峰”,加劇氣孔聚集。
二、激光擺動焊接技術
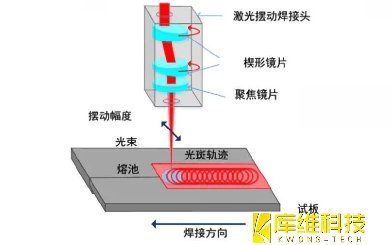
激光擺動焊接的核心,是通過光學振鏡或旋轉棱鏡,使激光束在焊縫上方做周期性擺動,形成“動態熔池”。其破局氣孔的關鍵機制包括:
-
擴大有效熱作用區:擺動軌跡使激光覆蓋更寬的焊縫區域,熔池寬度增加30%-50%,凝固時間延長至10?K/s量級,為氣體逸出提供更充裕時間;
-
強化熔池攪拌:擺動的光斑對熔池產生“沖刷”效應,破碎表面氧化膜,減少氧化膜卷入氣體的概率;
-
調控表面張力分布:通過擺動頻率與振幅的匹配,可抑制Marangoni對流的過度收縮,使熔池保持更平整的形態,降低氣孔聚集風險。
激光擺動焊接的核心優勢在于:
1、提高焊接間隙的容忍度,降低對工件裝配精度的要求。
2、優化焊縫寬度與熔深比例,減少焊接缺陷。
3、增強熔池攪拌,促進氣泡逸出,降低氣孔率。
4、減少熱輸入,降低焊接變形和殘余應力。
三、ARM環形光斑技術
若說激光擺動是“動態擾動”的外力,ARM環形光斑技術則是“內能調控”的核心。ARM技術通過中心光斑與外圍環形光斑的獨立功率調節,實現激光能量的空間分布優化。其核心機制包括:
-
預熱與熔透協同:環形光斑預熱材料,提升銅等高反材料對激光的吸收率;中心高功率光斑實現可靠熔透,減少飛濺與氣孔。
-
熔池穩定性增強:外環激光降低溫度梯度與表面張力梯度,使熔池流動更順暢,減少液柱形成與飛濺。
-
多任務適應性:通過光束模式切換,可完成填充焊、熔焊等多種工藝,簡化生產線配置。
有實驗數據顯示,采用ARM技術后,鋁合金焊接的氣孔率可進一步降低至0.3%以下,在最佳工藝參數下,甚至可以達到0.1%的超低氣孔率水平。環形光斑擴大鎖孔開口,減少金屬蒸氣剪切力,飛濺尺寸與頻率大幅下降。
四、汽車車身焊接案例
激光擺動焊接技術與ARM環形光斑技術的結合,在汽車制造領域展現出巨大潛力。以奧迪A6L和上汽奧迪A5L的車身焊接為例,這些高端車型采用了先進的激光焊接工藝,顯著提升了車身強度和安全性。
在奧迪A6L的后蓋鋁激光焊工藝中,傳統焊接方法面臨焊絲偏移和送絲嘴磨損的問題。通過引入激光擺動焊接技術,配合ARM環形光斑,不僅解決了這些難題,還取得了顯著的經濟效益:
1、送絲嘴月消耗從112個降至2個,成本直降76%,年節省費用13萬元。
2、報廢率降低0.5%,生產節拍提升8秒。
3、焊縫強度提升40%,熱影響區縮小至傳統工藝的1/3。
上汽奧迪A5L在車頂激光焊接中采用了類似的技術方案。通過優化激光擺動參數和ARM能量分布,實現了以下突破:
1、焊縫寬度控制在0.8毫米,較傳統點焊減少70%的焊接痕跡。
2、車身扭轉剛度提升25%,側傾幅度減少15%。
3、焊接過程中氣孔率穩定控制在0.1%以下,遠低于行業標準。
激光擺動焊接技術與ARM環形光斑技術的結合,為鋁合金焊接帶來了革命性的突破。通過精確控制激光能量分布和熔池行為,實現了0.1%以下的超低氣孔率,為汽車制造等高端領域提供了可靠的焊接解決方案。